 |
座屈や潰れに注意し、軽く足で踏みながらコイルを押すようにして巻き戻し、巻き尺で正確に寸法取りします。 ●不正確な計尺は差込み不良など接合に不都合を生じ、全面 的なやり直しが必要になる場合が多いので、注意が必要です。 |
 |
パイプカッターで管軸に直角に切断します。特に軟質管は切断時の変形に注意しながら、徐々に締め込んでいきます。 ●金鋸では管軸に直角に切断出来ず継手に正常な挿入が出来ないばかりか、切粉の発生、管内外にバリやまくれが発生します。必ず専用のパイプカッターを用いてください。 |
 |
水道用銅管には軟質管が多く使用されます。軟質管は自由に曲げられますが、曲げの基本はベンダーを使用することです。 ベンダーには、スプリングベンダーとコマ付きベンダーがありますので、ケースによって使い分けて下さい。硬質管の場合は、継手を使用して曲げをとります。特に被覆銅管は座屈が外から見えないので注意が必要です。 ●被覆銅管の参考曲げ半径ベンダー用 1/2 80R 3/4 150R ●スプリングベンダー使用 1/2 外径の5倍以上 3/4 外径の10倍以上 |
 |
専用の工具を使用し、被覆材を所定の長さ除去します。除去被覆材は、はんだ付け後、再度被覆材として使用できます。 ●セットによって除去長さは変えられます。 |
 |
切断によって生じた管内のまくれは、専用のリーマまたはばり取り工具によって除去します。その際、面 取りの切粉が管内に入らないよう注意して下さい。 面取りを行わないと、継手のストッパーに合わず、はんだ付に悪影響を及ぼします。また、水の流れを乱し腐食の原因にもなります。 |
 |
管は精度よく造られていますが、作業中変形したり、コイル状の軟質管は多少なりとも楕円になります。そのままでは継手との隙間が適正な値に保持できず、はんだ付がうまくいかないので、必ず管端修正工具を使用して管端を真円にして下さい。 適正に管端修正をすると、銅管に差し込んだ継手が下に向けても落ちないようになります。 ●管端修正工具はサイジングツールともいわれ、さまざまなタイプ、サイズを使い分けます。 |
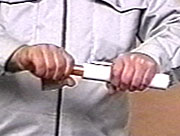 写真画像出典=日本溶接協会 |
接合部はナイロンタワシで研磨し、汚れや酸化膜を除去します。 補修の場合のように、銅管の外面に凹凸の汚れがある場合は#180程度のエメリーペーパーで研磨します。 継手の内面が酸化している場合は、銅管と同様、継手内面も研磨します。 |